

鋁板生產(chǎn)的工藝流程
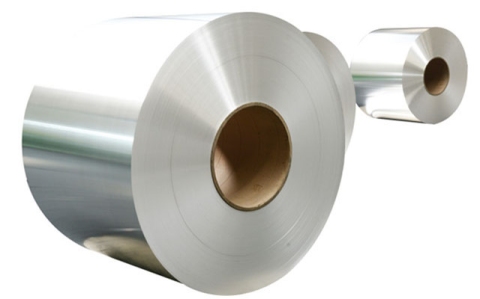
西鋁—西鋁鋁產(chǎn)業(yè)電訊:談到鋁板,我們首先應(yīng)該想到的就是冷軋工藝。在金屬和合金的再結(jié)晶溫度以下的軋制過(guò)程被稱為冷軋。冷軋時(shí),雖然由于金屬變形熱和摩擦熱,也能使軋件的溫度高,具有一定的恢復(fù)作用,但在冷軋過(guò)程中起主要作用的是冷作硬化(加工硬化)。
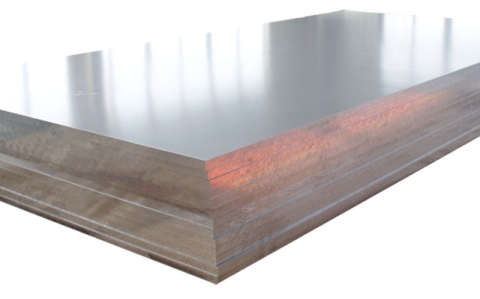
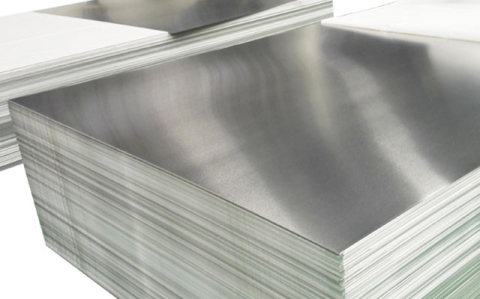
與熱軋相比冷軋的主要特點(diǎn)是可以獲得厚度較薄的板帶材。通常熱軋板坯的厚度為6-8mm。最小厚度為2.5mm-3.0mm。由于在熱軋過(guò)程中,軋件的溫降很大等原因,很難使熱軋?jiān)倮^續(xù)向更薄的厚度軋制,而冷軋則可很容易使軋件繼續(xù)變薄。通常,冷軋機(jī)可軋至0.5-4.5mm,比較先進(jìn)的冷軋機(jī),可軋出厚度為0.1mm-0.2mm的特薄或厚箔材。與熱軋相比冷軋的主要特點(diǎn)是冷軋可軋出尺寸精確,厚度均勻,平整度和表面光澤好,產(chǎn)品組織性能好和表面質(zhì)量高的產(chǎn)品。
因?yàn)槔滠垯C(jī)比熱軋機(jī)精度高,冷軋機(jī)的綜合性自動(dòng)控制水平高,例如較先進(jìn)的冷軋機(jī)裝有厚度和板型自動(dòng)控制等裝置。此外,冷軋采用光潔度更高的軋輥可軋出高表面質(zhì)量的鏡面鋁板等。
(重慶西鋁信達(dá)鋁產(chǎn)業(yè)股份有限公司宣傳部整理供稿)
來(lái)源:網(wǎng)絡(luò)
免責(zé)聲明:本文系網(wǎng)絡(luò)轉(zhuǎn)載,版權(quán)歸作者所有。但因轉(zhuǎn)載眾多,或無(wú)法確認(rèn)真正原始作者,故僅標(biāo)明轉(zhuǎn)載來(lái)源,如涉及作品版權(quán)問題,請(qǐng)與我們聯(lián)系,我們將在第一時(shí)間刪除內(nèi)容!內(nèi)容僅代表作者個(gè)人觀點(diǎn),并不代表本公眾號(hào)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。
 聯(lián)系人:唐經(jīng)理 張經(jīng)理
聯(lián)系人:唐經(jīng)理 張經(jīng)理  QQ:1045712113
QQ:1045712113 郵箱:sales@cqswa.cn
郵箱:sales@cqswa.cn 西鋁鋁產(chǎn)業(yè)定制生產(chǎn)航天航空,軍工用鋁,汽車輕量化用鋁,航艦用4000mm超寬鋁厚板,大規(guī)格管徑鋁管,棒,自由鋁鍛件,特殊型材等。
西鋁鋁產(chǎn)業(yè)定制生產(chǎn)航天航空,軍工用鋁,汽車輕量化用鋁,航艦用4000mm超寬鋁厚板,大規(guī)格管徑鋁管,棒,自由鋁鍛件,特殊型材等。 友情鏈接:
友情鏈接:




